專注橡膠制品生產及研發
清河縣光勝橡塑制品有限公司
清河縣光勝橡塑制品有限公司
15531942234
15531942234
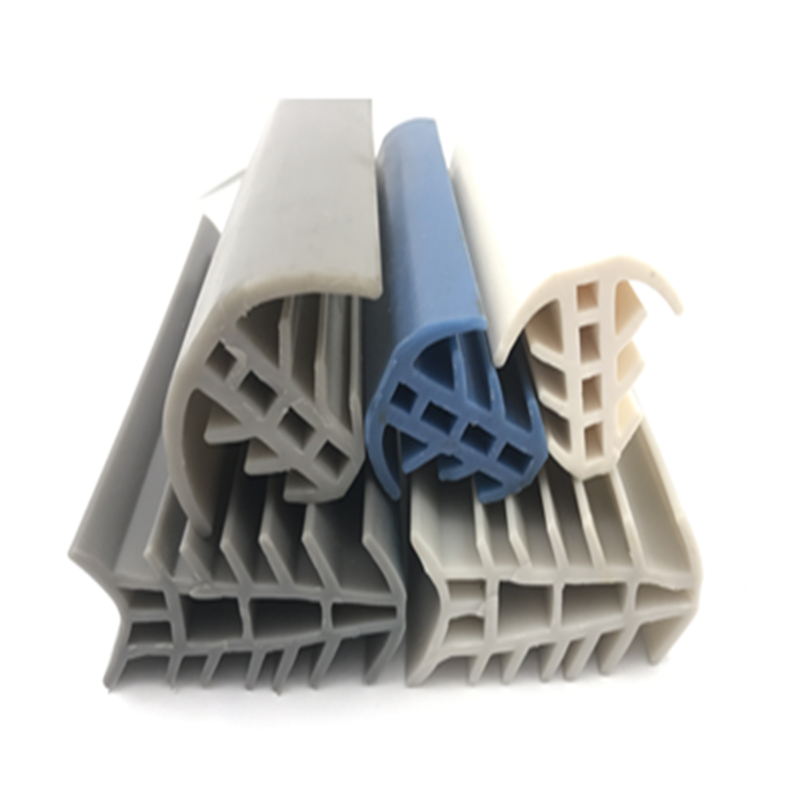
海綿發泡密封條的工藝流程
海綿發泡密封條是一種多孔高彈性資料,俗稱多孔發泡橡膠,泡沫橡膠,微孔橡膠和網眼橡膠,它是具有孔眼構造的各種橡膠的總稱,海綿橡膠由于其構造上的特殊性,能夠消費各種特殊的效果,能夠增加彈性和容量性,進步緩沖效果和花紋,圖案的印染效果,具有隔熱作用,改善融感,進步溫馨性,進步隔音效果,吸收效果.

一、基本工藝流程 橡膠海綿發泡制種類類繁復,但出產工藝進程卻基本相同。以普通固體橡膠——生膠為質料的橡膠制品的基本工藝進程包含:塑煉、混煉、壓延、壓出、成型、硫化6個基本工序。當然,原材料準備、廢品整理、查驗包裝等基本工序也少不了。 橡膠的加工工藝進程主要是處置塑性和彈性功用這個矛盾的進程。經過各種工藝手法,使得彈性的橡膠變成具有塑性的塑煉膠,再參與各種配合劑制成半廢品,然后經過硫化使具有塑性的半廢品又變成彈性高、物理機械功用好的橡膠制品。
二、原材料準備
一.海綿發泡密封條廠家橡膠制品的主要質料是以生膠為基本材料,而生膠就是生長在熱帶,亞熱帶的橡膠樹上經過人工割開樹皮搜集而來。
二.各種配合劑,是為了改良橡膠制品的某些功用而參與的輔助材料。
三.纖維材料有(棉、麻、毛及各種人造纖維、合成纖維和金屬材料、鋼絲)是作為橡膠制品的骨架材料,以加強機械強度、約束制品變型。 在原材料準備進程中配料按照配方稱量準確。為了使生膠和配合劑能彼此平均混合,需求對材料停止加工。 生膠要在60--70℃烘房內烘軟后再切膠、破膠成小塊,配合劑有塊狀的。如白臘、硬脂酸、松香等要粉碎。 粉狀的若含有機械雜質或粗粒時需求選擇除掉液態的如松焦油、古馬隆需求加熱、凝結、蒸騰水分、過濾雜質, 配合劑要停止單調不然簡單結塊、混煉時若不能松散平均硫化時發作氣泡會影響產質量量。
四、塑煉 生膠富有彈性,短少加工時可塑性功用,因而不便于加工。為了進步其可塑性,所以要對生膠停止塑煉,這樣在混煉時配合劑就簡單平均松散在生膠中,同時在壓延、成型進程中也有助于進步膠料的浸透性進入纖維織品內和成型活動性。 將生膠的長鏈分子降解構成可塑性的進程叫做塑煉。 生膠塑煉的方法有機械塑煉和熱塑煉兩種。機械塑煉是在不太高的溫度下經過塑煉機的機械揉捏和摩擦力的效果使長鏈橡膠分子降解變短由高彈性情況轉變為可塑情況。熱塑煉是向生膠中通入熾熱的緊縮空氣在熱和氧的效果下使長鏈分子降解變短然后獲得可塑性。
五、混煉 為了習氣各種不同的運用條件、獲得各種不同的功用,也為了進步橡膠制品的功用和降低本錢在生膠中參與不同的配合劑。 混煉就是將塑煉后的生膠與配合劑混合、放在煉膠機中經過機械拌合效果使配合劑徹底、平均地松散在生膠中的一種進程。 混煉是橡膠制品出產進程中的一道重要工序,假如混合不平均就不能充沛發揮橡膠和配合劑的效果影響產品的運用功用。混煉后的膠料人們稱為混煉膠它是制造各種橡膠制品的半廢品材料,俗稱膠料普通均作為產品出賣購置者可運用膠料直接加工成型、硫化制成所需求的橡膠制品。依據配方的不同?混煉膠有一系列功用各異的不同商標和品種?提供選擇。
六、成型 在橡膠制品的出產進程中運用壓延機或壓出機預先制成外形形形色色、尺度各不相同的工藝進程稱之為成型。
海綿發泡密封條廠家成型的方法有
一.壓延成型 適用于制造簡單的片狀、板狀制品。它是將混煉膠經過壓延機壓制成一定外形、一定尺度的膠片的方法叫壓延成型。 有些橡膠制品如輪胎、膠布、膠管等所用紡織纖維材料涂上一層薄膠在纖維上涂膠也叫貼膠或擦膠涂膠工序普通也在壓延機上結束。纖維材料在壓延前需求停止烘干和浸膠烘干的企圖是為了削減纖維材料的含水量以免水分蒸騰起泡和進步纖維材料的溫度以保證壓延工藝的質量。浸膠是掛膠前的必要工序企圖是為了進步纖維材料與膠料的分離功用。
二.壓出成型 用于較為雜亂的橡膠制品象輪胎胎面、膠管、金屬絲表面覆膠需求用壓出成型的方法制造。它是把具有一定塑性的混煉膠放入到揉捏機的料斗內在螺桿的揉捏下經過形形色色的口型也叫榜樣停止接連外型的一種方法。壓出之前膠料停止預熱使膠料柔軟、易于擠出然后有表面光滑、尺度準確的橡膠制品。
三.模壓成型 也能夠用模壓方法來制造某些外形雜亂如皮碗、密封圈的橡膠制品借助成型的陰、陽模具將膠料放置在模具中加熱成型。
海綿發泡密封條廠家有優良的耐天候、耐臭氧、耐熱、耐酸堿、耐水蒸汽、顏色穩定性、電功用、充油性及常溫活動性。乙丙橡膠制品在120℃下可長期運用或間歇運用。參與合適防老劑可進步其運用溫度。以過氧化物交聯的三元乙丙橡膠可在嚴苛的條件下運用。三元乙丙橡膠在臭氧濃度 50pphm、拉伸30%的條件下,可達150h以上不龜裂。